
บทนำ MSA Training หลักสูตร MSA
Measurement System Analysis : MSA คือ การวิเคราะห์คุณสมบัติเชิงสถิติของการวัดเพื่อจำแนกปัญหาที่พบในระบบการวัด หรือ คุณภาพของระบบการวัด ซึ่งอาจมีสาเหตุมาจาก เช่น คน เครื่องมือ วิธีการ สภาพแวดล้อม เพื่อนำไปใช้เป็นข้อมูลในการปรับปรุงระบบการวัดทำให้การวัดมีความน่าเชื่อถือ ( ถูกต้องและแม่นยำ )

ระบบการวัด คือ กิจกรรมที่รวบรวมไว้ซึ่ง อุปกรณ์วัดคุม เกจวัด มาตรฐาน การปฏิบัติงาน วิธีการ อุปกรณ์จับยึดงานซอฟต์แวร์ บุคลากร สิ่งแวดล้อม และข้อสมมุติต่างที่ ที่ใช้ในการกำหนดปริมาณของหน่วยการวัดหรือประเมินคุณลักษณะที่ได้รับการวัด หรือ กล่างอย่างง่ายคือกระบวนการอย่างสมบูรณ์ที่ใช้ในการวัด

ชนิดความผิดพลาด
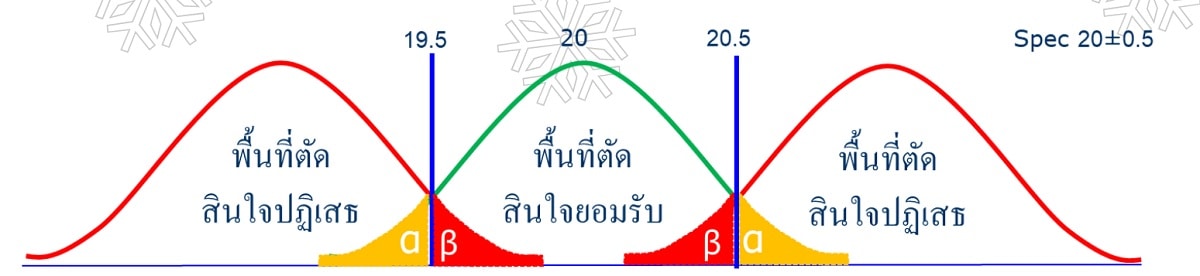
Type I error สัญญาณเตือนที่ผิดพลาด เกิดขึ้นเมื่อ ปฏิเสธสมมติฐานหลัก โดยอาศัยข้อมูลทางสถิติที่ได้รับ ทั้งๆที่สมมติฐานหลักเป็นจริง และควรที่จะยอมรับ เช่นสินค้าดีแต่ผลการตัดสินใจบอกเป็นเสีย ซึ่งแสดงผลโดยใช้สัญลักษณ์ α (Alpha)
Type II error การวัดที่ผิดพลาด เกิดขึ้นเมื่อ ยอมรับสมมติฐานหลัก โดยอาศัยข้อมูลทางสถิติที่ได้รับ ทั้งๆที่สมมติฐานหลักไม่เป็นจริง และควรที่จะปฏิเสธ เช่นสินค้าเสียแต่ผลการตัดสินใจบอกเป็นสินค้าดี ซึ่งแสดงผลโดยใช้สัญลักษณ์ β (Beta)
ผลกระทบ
Type I error ผู้ผลิตมีโอกาสเสี่ยงที่อาจทิ้งสินค้าดี กระบวนการอาจมีการหยุดชะงัก หรือผลิตสินค้าใหม่มาทดแทนโดยไม่มีเหตุอันควร
Type II error ลูกค้ามีโอกาสเสี่ยงที่อาจได้รับของเสีย กระบวนการอาจมีการนำวัตถุดิบหรือสินค้ากึ่งสำเร็จรูปที่ไม่ดีไปใช้ทำให้สูญเสียต้นทุนในการผลิต
ความแปรผันในระบบการวัด แบ่งออกเป็น 2 ชนิด
1 ธรรมชาติ : เป็นความแปรผันที่เกิดจากสาเหตุธรรมชาติ โดยค่าความแปรผันมีลักษณะเสถียรภาพ สามารถคาดการณ์ได้
2 ผิดปกติไม่เป็นธรรมชาติ : เป็นความแปรผันที่เกิดจากสาเหตุผิดพลาด ค่าดังกล่าวจะไม่เสถียร และคาดการณ์ไม่ได้

ขั้นตอนวิเคราะห์ปัญหาของระบบการวัด Measurement Problem Analysis หลักสูตร MSA

ตัวอย่างการวิเคราะห์สาเหตุ

เครื่องมือและลำดับขั้นในการวิเคราะห์

ก่อนดำเนิน การวิเคราะห์ระบบการวัด MSA ผู้ทำการทดลองต้องทำให้มั่นใจว่าระบบการวัดมีเพียงความแปรผันที่เกิดจากสาเหตุธรรมชาติเป็นหลักโดยเตรียมการดังนี้
โดย
– คนต้องผ่านการอบรมการตรวจและใช้เครื่องมือวัดคล่อง
– เครื่องมือวัด
– ความละเอียด <5% เทียบจาก TOLERANCE หรือ 10/1 เท่า ( MSA 4 หน้า 5 )
– ค่าความคลาดเคลื่อนควรอยู่ระหว่าง1/3-1/10 (iso10012-1 ข้อ4.3 ระบุในหมายเหตุ )
– สภาพแวดล้อมในการตรวจสอบหน้างานจริง
– ชิ้นงานตัวอย่างมาจากกระบวนการผลิตจริง
– วิธีการวัดและเกณฑ์การยอมรับ ต้องชัดเจน
Cg , Cgk
ดัชนีความสามารถในการวัดที่เป็นไปได้ ค่านี้บ่งบอกถึงความสามารถของอุปกรณ์การวัดโดยไม่ต้องคำนึงถึงความเบี่ยงเบนในการวัดอย่างเป็นระบบ
Cg ประเมินความสามารถในการทำซ้ำของเครื่องมือวัด 𝑅𝑒𝑝𝑒𝑎𝑡𝑎𝑏𝑖𝑙𝑖𝑡𝑦
Cgk ประเมินความสามารถในการทำซ้ำและเบี่ยงเบนของเครื่องมือวัด 𝑅𝑒𝑝𝑒𝑎𝑡𝑎𝑏𝑖𝑙𝑖𝑡𝑦 𝑎𝑛𝑑 𝐵𝑖𝑎𝑠

Gage Repeatability & Reproducibility : GR&R
Repeatability คือ ความแปรผันภายในกลุ่ม within subgroup variation หมายถึง ความแตกต่างของการวัดผลหรือการทดลองที่ทำซ้ำในเงื่อนไขเดียวกัน เช่น ชิ้นงาน เครื่องมือ ผู้วัด วิธีการวัด สภาพแวดล้อมการวัด ที่เหมือนกัน
Reproducibility คือ ความแปรผันระหว่างกลุ่ม between subgroup variationหมายถึงความแตกต่างของค่าเฉลี่ยการวัดผลหรือการทดลองที่ทำซ้ำในเงื่อนไขเดียวกันเช่น ชิ้นงาน และอาจมีบางปัจจัยที่ต่างกัน เช่น เครื่องมือ ผู้วัด วิธีการวัด สภาพแวดล้อมการวัด

วิธีการประเมินค่า GR&R มี 3 วิธี
1. วิธีค่าพิสัย (Range method) เหมาะสำหรับการทดลองในช่วงสั้นๆ และไม่มีการวัดซ้ำทำให้เห็นภาพรวมความแปรผัน ข้อเสียจะไม่สามารถแยก Reproducibility ( AV )ออกจาก Repeatability ( EV ) ได้
2. วิธีค่าเฉลี่ยและพิสัย (Average and Rang method) เหมาะสำหรับการทดลองที่สามารถทำซ้ำในแต่ละตัวอย่างได้ ซึ่งสามารถแยก Reproducibility ( AV ) ออกจาก Repeatability ( EV ) ได้
** แต่ไม่สามารถแยกความแปรผันจากสาเหตุร่วมระหว่างชิ้นงานและพนักงานวัดออกจากค่าRepeatability ได้
** ใช้ได้เฉพาะ การทดสอบแบบ Crossed Gage R&R
ขั้นตอนการวิเคราะห์ GR&R
– ให้ผู้เชียวชาญการจัดเตรียม “เครื่องมือ” และชิ้นงานวัด 1 ชิ้น วัดซ้ำหลายๆครั้งเพื่อกำหนด “วิธีการ” วัดนี้สามารถให้ความแม่นยำไหม ( จุดวัดต้องชัดเจน หน้าสัมผัสกับเครื่องมือวัด ต้อง Fix )
– ให้ผู้เชี่ยวชาญสอน “พนักงาน” ที่จะ ถูกทดสอบ โดยต้องยืนยันว่าพนักงานสามารถวัดซ้ำได้ดี และ พนักงานทั้งหมด สามารถวัดได้ค่าที่คล้ายกัน
– ให้ผู้เชี่ยวชาญเลือก “ชิ้นงาน” มา 10 ชิ้น ( แต่ละชิ้นต้องมีค่าที่แตกต่างกัน จัดแล้วไม่ต่ำกว่า 5กลุ่ม และค่า Rp มากกว่า 10 เท่าของความละเอียดเครื่องมือวัด) ถ้าชิ้นงาน Max และ Min มีค่าใกล้กันมาก อาจทำให้ ค่า ndc ต่ำ และ % EV , %AV , %R&R มีค่าสูง
– ให้ผู้เชียวชาญ จัดเตรียม “สถานที่” สำหรับการทดสอบ การวัด
– ทดสอบการวัดกับพนักงาน โดยแต่ละรอบต้องมีการสลับหมายเลขด้วย
– วิเคราะห์ปัญหาที่ได้จากการทดสอบ

3. วิธีค่าวิเคราะห์ความแปรปรวน (Analysis of Variance; ANOVA) เหมาะสำหรับการทดลองที่สามารถทำซ้ำในแต่ละตัวอย่างได้
** สามารถแยกตามความแปรผัน จากสาเหตุร่วมระหว่างชิ้นงานและพนักงานออกจากค่า Repeatability ได้
** ใช้ได้ทั้ง การทดสอบแบบ Crossed Gage R&R และ Nested Gage R&R
สาเหตุที่เป็นไปได้ของความสามารถในการทำซ้ำที่ไม่ดี (Poor Repeatability)
– ภายในตัวชิ้นงาน (Within-part, sample): รูปร่าง, ตำแหน่ง, พื้นผิว, ความเรียว (Taper), ความสม่ำเสมอของตัวอย่าง
– ภายในเครื่องมือวัด (Within-instrument): การซ่อมแซม, การสึกหรอ, ความล้มเหลวของอุปกรณ์หรือฟิกซ์เจอร์, คุณภาพเครื่องมือไม่ดี หรือขาดการบำรุงรักษา
– ภายในมาตรฐาน (Within-standard): คุณภาพ, ระดับมาตรฐาน (Class), การสึกหรอของมาตรฐาน
– ภายในวิธีการวัด (Within-method): ความแปรปรวนในการตั้งค่า, เทคนิค, การปรับศูนย์ (Zeroing), การจับยึด (Holding, Clamping)
– ภายในผู้ประเมิน (Within-appraiser): เทคนิคการวัด, ตำแหน่ง, ขาดประสบการณ์, ทักษะการใช้งาน, การฝึกอบรม, ความรู้สึกในการวัด, ความล้า
– ภายในสภาพแวดล้อม (Within-environment): การเปลี่ยนแปลงอุณหภูมิ, ความชื้น, การสั่นสะเทือน, แสงสว่าง, ความสะอาด ในระยะเวลาสั้น
– การละเมิดสมมติฐาน: การทำงานไม่เสถียร, ใช้งานไม่เหมาะสม
– การออกแบบเครื่องมือหรือวิธีการวัดขาดความทนทาน (Robustness), ความสม่ำเสมอไม่ดี
– ใช้เกจวัดที่ไม่เหมาะสมกับงาน
– การบิดเบือนของเกจหรือชิ้นงาน, การขาดความแข็งแรงและความมั่นคงของชิ้นงาน
– การใช้งาน: ขนาดชิ้นงาน, ตำแหน่ง, ข้อผิดพลาดจากการสังเกต (การอ่านค่า, มุมมองที่ผิดพลาด)
แหล่งที่มาที่เป็นไปได้ของข้อผิดพลาดในการทำซ้ำระหว่างกัน (Reproducibility Error)
– ระหว่างชิ้นงาน (Between-parts, samples): ความแตกต่างของค่าเฉลี่ยเมื่อวัดชิ้นงานประเภท A, B, C ฯลฯ โดยใช้เครื่องมือวัด, ผู้ปฏิบัติงาน และวิธีการเดียวกัน
– ระหว่างเครื่องมือวัด (Between-instruments): ความแตกต่างของค่าเฉลี่ยเมื่อใช้เครื่องมือวัด A, B, C ฯลฯ กับชิ้นงานเดียวกัน โดยใช้ผู้ปฏิบัติงานและสภาพแวดล้อมเดียวกัน (หมายเหตุ: ในการศึกษานี้ ข้อผิดพลาดในการทำซ้ำระหว่างกันมักเกิดร่วมกับความแตกต่างของวิธีการหรือผู้ปฏิบัติงาน)
– ระหว่างมาตรฐาน (Between-standards): ผลกระทบของมาตรฐานการตั้งค่าที่แตกต่างกันในกระบวนการวัด
– ระหว่างวิธีการวัด (Between-methods): ความแตกต่างของค่าเฉลี่ยที่เกิดจากการเปลี่ยนแปลงความหนาแน่นของจุดวัด, ระบบวัดแบบแมนนวลกับระบบอัตโนมัติ, วิธีการตั้งศูนย์, การจับยึด ฯลฯ
– ระหว่างผู้ประเมิน (Between-appraisers, operators): ความแตกต่างของค่าเฉลี่ยระหว่างผู้ประเมิน A, B, C ฯลฯ อันเนื่องมาจากการฝึกอบรม, เทคนิค, ทักษะ และประสบการณ์ (เป็นการศึกษาที่แนะนำสำหรับการรับรองผลิตภัณฑ์และกระบวนการ รวมถึงการใช้เครื่องมือวัดแบบแมนนวล)
– ระหว่างสภาพแวดล้อม (Between-environment): ความแตกต่างของค่าเฉลี่ยในการวัดตามช่วงเวลา (เช่น เวลา 1, 2, 3 ฯลฯ) ที่เกิดจากวัฏจักรของสภาพแวดล้อม (เป็นการศึกษาที่พบได้บ่อยที่สุดสำหรับระบบอัตโนมัติที่มีความแม่นยำสูงในการรับรองผลิตภัณฑ์และกระบวนการ)
– การละเมิดสมมติฐานในการศึกษา
– การออกแบบเครื่องมือวัดหรือวิธีการขาดความทนทาน (Robustness)
– ประสิทธิผลของการฝึกอบรมผู้ปฏิบัติงาน
– การใช้งาน: ขนาดชิ้นงาน, ตำแหน่ง, ข้อผิดพลาดจากการสังเกต (การอ่านค่า, มุมมองที่ผิดพลาด)
Bias
คือ ความแตกต่างระหว่างค่าจริง(หรือค่าอ้างอิง)กับค่าเฉลี่ย ของค่าวัดที่วัดได้จากคุณลักษณะของชิ้นงานเดี่ยวกัน

ขั้นตอนการวิเคราะห์ Bias
– ให้ผู้เชียวชาญการจัดเตรียม “เครื่องมือ”
– ให้ผู้เชี่ยวชาญชิ้นงานวัด 1 ชิ้น วัดซ้ำหลายๆครั้งเพื่อหาค่าจริงของชิ้นงานชิ้นนั้น ( จุดวัดต้องชัดเจน หน้าสัมผัสกับเครื่องมือวัด ต้อง Fix ) สอน “พนักงาน” ที่จะ ถูกทดสอบ โดยต้องยืนยันว่าพนักงานสามารถวัดได้ถูกต้องเหมือนผู้เชี่ยวชาญ
– ให้ผู้เชี่ยวชาญเลือก “ชิ้นงาน” มา 3-5 ชิ้น ( แต่ละชิ้นต้องมีค่าที่ใกล้เคียงไม่แตกต่างกันมาก) สนใจแค่ชิ้นเดียวที่เหลือเป็นชิ้นงานหลอก และ ผู้เชี่ยวชาญวัดชิ้นงานที่สนใจ 1 ชิ้นมาก >10 แล้วหาค่าเฉลี่ยเพื่อหาค่าจริง
– ให้ผู้เชียวชาญ จัดเตรียม “สถานที่” สำหรับการทดสอบ การวัด
– ทดสอบการวัดกับพนักงาน โดยแต่ละรอบต้องมีการสลับหมายเลขด้วย
– วิเคราะห์ปัญหาที่ได้จากการทดสอบ

สาเหตุที่เป็นไปได้ของอคติที่มากเกินไป (Excessive Bias)
– เครื่องมือวัดต้องการการสอบเทียบ (Calibration)
– เครื่องมือ, อุปกรณ์ หรือฟิกซ์เจอร์ (Fixture) เสื่อมสภาพ
– มาสเตอร์ (Master) เสื่อมสภาพหรือเสียหาย, ข้อผิดพลาดในมาสเตอร์
– การสอบเทียบที่ไม่เหมาะสม หรือการใช้มาสเตอร์ที่ไม่ถูกต้อง
– คุณภาพของเครื่องมือวัดไม่ดี – ออกแบบไม่เหมาะสมหรือไม่ได้มาตรฐาน
– ข้อผิดพลาดเชิงเส้น (Linearity error)
– ใช้เครื่องมือวัดที่ไม่เหมาะสมกับงาน
– วิธีการวัดที่แตกต่างกัน – การตั้งค่า, การโหลด, การจับยึด, เทคนิคที่ใช้
– วัดลักษณะที่ไม่ถูกต้อง
– การบิดเบือนของเกจวัดหรือชิ้นงาน
– สภาพแวดล้อม – อุณหภูมิ, ความชื้น, การสั่นสะเทือน, ความสะอาด
– การละเมิดสมมติฐาน, ข้อผิดพลาดในค่าคงที่ที่ใช้
– การใช้งาน – ขนาดชิ้นงาน, ตำแหน่ง, ทักษะของผู้ปฏิบัติงาน, ความล้า, ข้อผิดพลาดจากการสังเกต (การอ่านค่า, มุมมองที่ผิดพลาด)
ข้อควรระวัง:
กระบวนการวัดที่ใช้ในขั้นตอนการสอบเทียบ (เช่น การใช้ “มาสเตอร์”) ควรเหมือนกับกระบวนการวัดที่ใช้ในสภาวะปกติมากที่สุดเท่าที่จะเป็นไปได้
Linearity
คุณสมบัติเชิงเส้นตรงของระบบการวัด ในการวัดจริงจะมีการเปลี่ยนย่านการวัด ซึ่งทุกระยะ ก็ต้องวิเคราะห์ปัญหา
– การทำซ้ำ ( เหมือน Repeatability ) และ
– ความโน้มเอียง Bias

ขั้นตอนการวิเคราะห์ Linearity
– ให้ผู้เชียวชาญการจัดเตรียม “เครื่องมือ”
– เลือกระยะการวัดที่ต้องใช้เครื่องมือนี้วัด กำหนด “วิธีการ” วัดที่ดี และดำเนินการวัดแต่ละจุดเพื่อยืนยันวิธีการ ( จุดวัดต้องชัดเจน หน้าสัมผัสกับเครื่องมือวัด ต้อง Fix )
– ให้ผู้เชี่ยวชาญ ถ่ายทอดความแม่นยำและถูกต้อง ( จุดวัดต้องชัดเจน หน้าสัมผัสกับเครื่องมือวัด ต้อง Fix ) โดยสอน “พนักงาน” ที่จะ ถูกทดสอบ โดยต้องยืนยันว่าพนักงานสามารถวัดได้ถูกต้องเหมือนผู้เชี่ยวชาญและมีความแม่นยำ
– ให้ผู้เชี่ยวชาญเลือก “ชิ้นงาน” มา 3-5 ชิ้น ( แต่ละชิ้นต้องมีค่าที่ใกล้เคียงไม่แตกต่างกันมาก) สนใจแค่ชิ้นเดียวที่เหลือเป็นชิ้นงานหลอก และ ผู้เชี่ยวชาญวัดชิ้นงานที่สนใจ 1 ชิ้นมาก >10 แล้วหาค่าเฉลี่ยเพื่อหาค่าจริง
– ให้ผู้เชียวชาญ จัดเตรียม “สถานที่” สำหรับการทดสอบ การวัด
– ทดสอบการวัดกับพนักงาน โดยแต่ละรอบต้องมีการสลับหมายเลขด้วย
– วิเคราะห์ปัญหาที่ได้จากการทดสอบ

สาเหตุที่เป็นไปได้ของข้อผิดพลาดเชิงเส้น (Linearity Error)
– เครื่องมือวัดต้องการการสอบเทียบ ควรลดช่วงเวลาระหว่างการสอบเทียบ
– เครื่องมือ, อุปกรณ์ หรือฟิกซ์เจอร์เสื่อมสภาพ
– การบำรุงรักษาไม่ดี – ระบบลม, ไฟฟ้า, ไฮดรอลิก, ไส้กรอง, การกัดกร่อน, สนิม, ความสะอาด
– มาสเตอร์เสื่อมสภาพหรือเสียหาย, ข้อผิดพลาดในมาสเตอร์ – ทั้งค่าต่ำสุดและค่าสูงสุด
– การสอบเทียบที่ไม่เหมาะสม (ไม่ได้ครอบคลุมช่วงการทำงานทั้งหมด) หรือการใช้มาสเตอร์ที่ไม่ถูกต้อง
– คุณภาพของเครื่องมือวัดไม่ดี – การออกแบบไม่เหมาะสมหรือไม่ได้มาตรฐาน
– การออกแบบเครื่องมือวัดหรือวิธีการวัดขาดความทนทาน (Robustness)
– ใช้เครื่องมือวัดที่ไม่เหมาะสมกับงาน
– วิธีการวัดที่แตกต่างกัน – การตั้งค่า, การโหลด, การจับยึด, เทคนิคที่ใช้
– การบิดเบือนของเกจวัดหรือชิ้นงานที่เปลี่ยนแปลงไปตามขนาดของชิ้นงาน
– สภาพแวดล้อม – อุณหภูมิ, ความชื้น, การสั่นสะเทือน, ความสะอาด
– การละเมิดสมมติฐาน, ข้อผิดพลาดในค่าคงที่ที่ใช้
– การใช้งาน – ขนาดชิ้นงาน, ตำแหน่ง, ทักษะของผู้ปฏิบัติงาน, ความล้า, ข้อผิดพลาดจากการสังเกต (การอ่านค่า, มุมมองที่ผิดพลาด)
ความเสถียร Stability
เป็นการทดสอบเพื่อ วิเคราะห์ว่าเมื่อช่วงเวลาเปลี่ยนไป ระบบการวัดยังคงสภาพที่มีความแม่นยำ และถูกต้องเหมือนเดิมไหม
ขั้นตอนการวิเคราะห์ Stability
– จัดเตรียมกราฟ ที่ใช้ในการประเมินสภาพธรรมชาติของระบบการวัด
– ให้ผู้เชี่ยวชาญเลือก “ชิ้นงาน” มา 3-5 ชิ้น ( แต่ละชิ้นต้องมีค่าที่ใกล้เคียงไม่แตกต่างกันมาก) สนใจแค่ชิ้นเดียวที่เหลือเป็นชิ้นงานหลอก และ ผู้เชี่ยวชาญวัดชิ้นงานที่สนใจ 1 ชิ้นเพื่อหาค่าจริง
– ทดสอบการวัดกับพนักงาน โดยแต่ละรอบต้องมีการสลับหมายเลขด้วย (การวัดแต่ละครั้งอาจห่างกันสัปดาห์ละครั้งหรือเดือนละครั้งก็ได้)
– วิเคราะห์ปัญหาที่ได้จากการทดสอบ
หมายเหตุ ( คน , เครื่องมือวัด , วิธีการวัด , สภาพแวดล้อม ) ไม่ต้องเตรียมเนื่องจากเป็นการทวนสอบระบบการวัดในระหว่างการทำงาน

สาเหตุที่เป็นไปได้ของความไม่เสถียร (Instability)
– เครื่องมือวัดต้องการการสอบเทียบ ควรลดช่วงเวลาระหว่างการสอบเทียบ
– เครื่องมือ, อุปกรณ์ หรือฟิกซ์เจอร์เสื่อมสภาพ
– การเสื่อมสภาพตามอายุการใช้งานหรือเทคโนโลยีล้าสมัย
– การบำรุงรักษาไม่ดี – ระบบลม, ไฟฟ้า, ไฮดรอลิก, ไส้กรอง, การกัดกร่อน, สนิม, ความสะอาด
– มาสเตอร์เสื่อมสภาพหรือเสียหาย, ข้อผิดพลาดในมาสเตอร์
– การสอบเทียบที่ไม่เหมาะสม หรือการใช้มาสเตอร์ที่ไม่ถูกต้อง
– คุณภาพของเครื่องมือวัดไม่ดี – ออกแบบไม่เหมาะสมหรือไม่ได้มาตรฐาน
– การออกแบบเครื่องมือวัดหรือวิธีการวัดขาดความทนทาน (Robustness)
– วิธีการวัดที่แตกต่างกัน – การตั้งค่า, การโหลด, การจับยึด, เทคนิคที่ใช้
– การบิดเบือนของเกจวัดหรือชิ้นงาน
– การเปลี่ยนแปลงของสภาพแวดล้อม – อุณหภูมิ, ความชื้น, การสั่นสะเทือน, ความสะอาด
– การละเมิดสมมติฐาน, ข้อผิดพลาดในค่าคงที่ที่ใช้
– การใช้งาน – ขนาดชิ้นงาน, ตำแหน่ง, ทักษะของผู้ปฏิบัติงาน, ความล้า, ข้อผิดพลาดจากการสังเกต (การอ่านค่า, มุมมองที่ผิดพลาด)
Kappa coefficient
หรือชื่อทางการคือสัมประสิทธิ์แคปปาของโคเฮน 1960 (Cohen’s kappa coefficient) สัมประสิทธิ์แคปปาของโคเฮน (อังกฤษ: Cohen’s kappa) เป็นค่าสัมประสิทธิ์ตัวชี้วัดทางสถิติระหว่างผู้ให้ความเห็นสองฝ่าย ว่ามีความเห็นตรงกันมากหรือน้อยอย่างไร โดยค่าสูงสุดที่เป็นไปได้คือ 1.0 หมายถึงทุกฝ่ายเห็นตรงกันหมด ส่วน 0.0 หมายถึง ไม่มีฝ่ายใดเห็นตรงกันเลยในการวิเคราะห์ระบบการวัดได้มีการเปรียบเทียบดังนี้
– ผู้วัดกับผู้วัด (APPERAISER CROSS APPERAISER) ค่าที่ดีที่สุดคือ 1
– ผู้วัดกับมาตรฐาน (APPERAISER CROSS REFFERENCE) ค่าที่ดีที่สุดคือ 1
การข้อมูลทางสถิติที่เก็บมายังสามารถเอาข้อมูลมาวิเคราะห์ให้เห็นถึง
– ประสิทธิภาพของการวัดที่ถูกต้อง (Effectiveness) ค่าที่ดีที่สุดคือ 100%
– อัตราการวัดที่ผิดพลาด (Miss Rate) ค่าที่ดีที่สุดคือ 0%
– การแจ้งเตือนที่ผิดพลาด (False Alarm Rate) ค่าที่ดีที่สุดคือ 0%
ขั้นตอนการวิเคราะห์ระบบการวัดแบบ Attribute ด้วย Kappa coefficient
– ให้ผู้เชียวชาญ จัดเตรียม “สถานที่” สำหรับการทดสอบ การวัด ( แสงสว่างต้องเพียงพอ )
– อาจมี “เครื่องมือ / อุปกรณ์” ต้องจัดเตรียมและยืนยันเครืองมือด้วย เช่น Jig กล้อง
– ให้ผู้เชี่ยวชาญจัดเตรียม “ชิ้นงานเสีย” ประเภทต่างๆที่ต้องการทดสอบ และ “คู่มือเกณฑ์การยอมรับ”
– สอน “พนักงาน” ที่จะ ถูกทดสอบ โดยต้องยืนยันว่า สามารถตัดสินใจได้อย่างถูกต้องเหมือนผู้เชี่ยวชาญ
1 วิธีการหมุน จับ ชิ้นงานตรวจสอบ
2 รายการตรวจสอบ
3 เกณฑ์การยอบรับในแต่ละประเภท
– ให้ผู้เชี่ยวชาญจัดเตรียม “ชิ้นงาน” 20-50 ชิ้น ที่จะใช้ในการทดสอบ ( ห้ามใช้ชิ้นงานที่สอนมาทำการทดสอบเพราะได้เฉลยคำตอบไปแล้ว )การเตรียมชิ้นงาน คุณภาพดี 30% , ไม่ดี 30% , ก้ำกึ่งแต่ดี 20% , ก้ำกึ่งแต่เสีย 20% ( งานกิ่งที่ตัดสินใจยากต้องมี )
– ทดสอบการตรวจสอบกับพนักงาน โดยแต่ละรอบต้องมีการสลับหมายเลขด้วย
– วิเคราะห์ปัญหาที่ได้จากการทดสอบ

ตัวอย่าง Form
Variable Gage R&R 4th ANOVA Method
Stability 4th
Linearility 4 th
Cg Cgk
Bias 4th
Attribute Gage R&R KAPPA for 50p – 3t 4th
Variable Gage R&R 4th X-R Method
วัตถุประสงค์
1.เพื่อให้ผู้ฝึกอบรมมีความรู้ความเข้าใจหลักการวิเคราะห์ระบบการวัด Measurement System Analysis ( MSA ) 4th Edition ตามคำแนะนำของ AIAGทั้งแบบ Variables และ Attribute
2.เพื่อให้ผู้เข้ารับการอบรม มีทักษะการวิเคราะห์ระบบการวัด ( ทดลอง , เก็บข้อมูล วิเคราะห์ผล และ ประเมินสาเหตุของปัญหาได้ ผ่าน Workshop จริง )
กลุ่มเป้าหมาย : ผู้จัดการ หัวหน้างาน และผู้ที่สนใจ
จำนวนผู้เข้าอบรม : 30 คน/รุ่น
กำหนดการอบรม
บทนำ
– ความเข้าใจพื้นฐานและวัตถุประสงค์ของ MSA
– ข้อกำหนด IATF16949 ที่เกี่ยวข้องกับ MSA
– ความหมายของ “การวัด”
– ผลกระทบของการวัด (α , β )ที่มีต่อผลิตภัณฑ์และกระบวนการ
– บทบาทของการวัดต่อการควบคุมกระบวนการ และผลิตภัณฑ์
– หลักการและความแปรผันในระบบการวัด
– ความคลาดเคลื่อนของระบบการวัด
– ความถูกต้องและความแม่นยำของการวัด
– การปรับปรุงระบบการวัดเพื่อนำไปสู่การสร้างความเชื่อถือ
– ขั้นตอนวิเคราะห์ปัญหาของระบบการวัด
– บ่งชี้ประเด็นหรือปัญหาที่เกิดขึ้นในการวัด
– สิ่งที่ต้องเตรียมการก่อนการวิเคราะห์ระบบการวัด
การวิเคราะห์ความสามารถของเครื่องมือวัด ( เฉพาะ VDA , BOSCH )
– Cg , Cgk คืออะไร
– ขั้นตอนการวิเคราะห์ Cg , Cgk
– คำนวณหาค่า Cg , Cgk , %𝑅𝑒𝑠𝑜𝑙𝑢𝑡𝑖𝑜𝑛 , %𝑉𝑎𝑟 (𝑅𝑒𝑝𝑒𝑎𝑡𝑎𝑏𝑖𝑙𝑖𝑡𝑦), %𝑉𝑎𝑟 (𝑅𝑒𝑝𝑒𝑎𝑡𝑎𝑏𝑖𝑙𝑖𝑡𝑦 𝑎𝑛𝑑 𝐵𝑖𝑎𝑠)
– ทดสอบสมมุติฐาน Bias=0 โดย P-values For t-score
– คำนวนหาค่า Minimum Tolerance (Tmin) Cg , Cgk , RE
การวิเคราะห์ความผันแปรภายในกลุ่มและความผันแปรระหว่างกลุ่ม ของระบบการวัดแบบ Variable
– GR&R คืออะไร
วิธีค่าเฉลี่ยและพิสัย (Average and Rang method)
– ขั้นตอนการวิเคราะห์ GR&R
– Graphical Analysis การวิเคราะห์เชิงกราฟ Run Chart , Whiskers Chart , Xbar-R
– Numerical Analysis การวิเคราะห์เชิงตัวเลข
การคำนวณและการวิเคราะห์ ค่า Repeatability , Reproducibility , GR&R , Rp , PV , TV ,ndc
– อ่านค่าและตีความ
Workshop (ทดลองจริง)
– นำเสนอผลการวิเคราะห์
วิธีวิเคราะห์ความแปรปรวน (Analysis of Variance; ANOVA)
– ขั้นตอนการวิเคราะห์ GR&R
– การตั้งสมมติฐานในการทดสอบ Two-way ANOVA
– คำนวณ xbar , xdbbar , sd Part , Appr SD ของ Appraisers
– Graphical Analysis การวิเคราะห์เชิงกราฟ
– คำนวณ xdbbar , sd xbar Part , Repeatability , Reproducibilityg , GRR ของ Part
– การคำนวณค่า h,k
– คำนวณ Repeatability , Reproducibilityg , GRR โดยรวม
– การคำนวณและการวิเคราะห์ ค่า DF, SS, MS,F-Ratio,P-value,F critical ,Variance,STD Dev,6*STD Dev,% of TV,% Contribution,ndc
– อ่านค่าและตีความ
Workshop (ทดลองจริง)
– นำเสนอผลการวิเคราะห์
การวิเคราะห์ความเบี่ยงเบนของระบบการวัดแบบ Variable ( Bias )
– Bias คืออะไร
– ขั้นตอนการวิเคราะห์ความถูกต้อง
– คำนวณหาค่า bias
– คำนวณหาช่วงความเชื่อมั่น (Confidence Intervals) ของ Bias
– Workshop (ทดลองจริง)
– นำเสนอผลการวิเคราะห์
การวิเคราะห์ความความสามารถในการทำซ้ำและเบี่ยงเบน เมื่อเปลี่ยนย่านวัด แบบ Variable ( Linearity )
– Linearity คืออะไร
– ขั้นตอนการวิเคราะห์ความเที่ยงตรงและแม่นยำในแต่ละย่านวัด
– คำนวณหาค่า bias แต่ละย่านวัด
– คำนวณหาช่วงความเชื่อมั่น ของ Bias แต่ละย่านวัด
– การยืนยันสมมติฐานของค่า (a , b )
– Workshop (ทดลองจริง)
– นำเสนอผลการวิเคราะห์
การวิเคราะห์เสถียรภาพของระบบการวัดแบบ Variable ( Stability )
– Stability คืออะไร
– ขั้นตอนการทวนสอบความเที่ยงตรงและแม่นยำ
– การคำนวณหาค่า UCL , LCL ของ Bais
– Workshop (ทดลองจริง)
– นำเสนอผลการวิเคราะห์
การวิเคราะห์ความถูกต้องและทำเหมือน ระบบการวัดแบบ Attribute
– Kappa คืออะไร
– ขั้นตอนการวิเคราะห์ Repeatability , Reproducibility แบบ Attribute
– การคำนวณ Kappa , Effectiveness , Miss Rate , False Alarm Rate
– Workshop (ทดลองจริง)
– นำเสนอผลการวิเคราะห์
– Q&A
รูปแบบการอบรม
– บรรยาย 30% Workshop 70%
– ทำกิจกรรมกลุ่มในการประเมินและร่วมกันระดมความคิด
สิ่งที่องค์กรต้องจัดเตรียม ( ต่อกลุ่ม )
วิเคราะห์ระบบการวัดแบบ Variable GR&R , bias , Linearity , Stability
1. ชิ้นงาน part เดียวกัน จำนวน 10 ชิ้น จะต้องมีขนาดแตกต่างกันอย่างน้อย 5 กลุ่ม ถ้าต่ำกว่านี้ค่า ndc จะต่ำ
2. เครื่องมือวัด 1ตัว หรือมากกว่า อาจเป็นเวอร์เนียร์หรือไมโคร ความละเอียดแย่สุด1/3 ของspecที่จะวัด (ควรมีความระเอียดมากกว่าไม่งั้นค่า ndc จะต่ำเหมือนกัน
3 โน๊ตบุ๊ค 1 เครื่อง ต้องมีโปรแกรม office excel ด้วย
วิเคราะห์ระบบการวัดแบบ Attribute
1. ชิ้นงานสำหรับทดสอบ part เดียวกัน จำนวน 20 ชิ้น และมีการแบ่งกลุ่มออกเป็น 4 ส่วนดังนี้
ถุงที่ 1 ชิ้นงานดี 30%
ถุงที่ 2 ชิ้นงานเสีย 30%
ถุงที่ 3 ชิ้นงานที่ตัดสินใจยากแต่ดี 20%
ถุงที่4 ชิ้นงานที่ตัดสินใจยากแต่เป็นชิ้นงานเสีย 20%
2. WI limit sample ที่บอกว่าชิ้นงานแบบไหนยอมรับได้หรือไม่ได้
3. ชิ้นงานเสียแต่ละประเภทเอามาใช้สอนก่อนการทดลอง ห้ามนำชิ้นงานที่จะมาทดลองมาสอนเนื่องจากจะเป็นการเฉลย)
4. อุปกรณ์สำหรับตรวจ (ถ้ามี) เช่นแว่นขยายถ้าจำเป็นต้องใช้